
المعايرة الدقيقة لآلات معالجة فول الصويا لاستعادة أقصى قدر ممكن من اللب
كيف تؤثر هندسة الشفرات وإعدادات الفجوة والتعديل في الوقت الفعلي على إنتاجية اللب
شكل الشفرات ومقدار المسافة التي تتركها بين بعضها البعض يؤثران فعليًّا في عدد حبات الكاجو التي يتم استخلاصها خلال المعالجة. ووفقًا لبحث أجرته منظمة الأغذية والزراعة (FAO) العام الماضي، فإن الآلات المزودة بشفرات مُثبتة بزاوية ١٥ درجة تقلل من اختلاط قطع القشور بالحبات بنسبة تصل إلى ٤٠٪ مقارنةً بالطرز القديمة التي تستخدم شفرات بزاوية ٣٠ درجة. كما تتضمَّن المعدات الأحدث أنظمةً تضبط الفجوات تلقائيًّا أثناء مرور حبات الجوز ذات الأحجام المختلفة. ويكتسب ضبط هذه الإعدادات دقةً كبيرةً؛ لأنَّ انخفاض الضغط المطبَّق يؤدي إلى بقاء نحو ١٢٪ من الحبات عالقةً داخل قشورها، بينما يؤدي ارتفاع الضغط الزائد إلى تكسُّر الحبات تمامًا. وتتضمن أحدث التقنيات مستشعرات بصرية قادرةً على تعديل مواضع الشفرات بدقة تصل إلى الميكرونات، ما يعني أنَّ المصانع التي تستخدم الأنظمة الآلية تستعيد عادةً ٩١٪ من الحبات الكاملة، وهي نسبةٌ أعلى بكثيرٍ من تلك التي تحقِّقها الآلات القديمة ذات الفجوة الثابتة والتي لا تتجاوز كفاءتها ٧٨٪.
مقايضات المعايرة: تجنُّب الإفراط أو التقصُّر في تقشير الجوز في العمليات الصغيرة النطاق
تواجه المعالجات الأصغر تحديات مميزة في المعايرة: فالإعدادات عالية الإنتاجية التي تم تحسينها لتطويع الجوز الصناعي الموحَّد غالبًا ما تُحطِّم المحاصيل غير المنتظمة. ويؤدي إعادة المعايرة اليدوية بين الدفعات إلى خفض الإنتاجية بنسبة 35%، بينما يؤدي التغاضي عنها إلى زيادة نسبة التكسُّر إلى ما بين 22% و38%. وتتعامل آلات مصانع معالجة الكاجو الوحدية مع هذه المشكلة عبر:
- تكوينات مسبقة الضبط لأنماط الجوز الشائعة في المناطق المختلفة (مثل أصناف غرب إفريقيا مقابل أصناف فيتنام)
- أغلفة شفرات قابلة للإطلاق السريع وتتيح تغيير المعدات في أقل من 10 دقائق
-
مشدات شبه آلية للحفاظ على الضغط الأمثل رغم التآكل
وهذا ي loge تحقيق توازن بين معدلات التفتت دون 9% مع الحفاظ على وقت التشغيل الفعّال بنسبة تزيد على 85%— مما يثبت أن العمليات الرشيقة لا تحتاج إلى التضحية بالدقة.
تحسين معالجة الحرارة لتخفيف قوة القشور دون المساس بسلامة اللب
عتبات الرطوبة ودرجة الحرارة اللازمة لتكسير القشور بكفاءة وتقليل الضرر الواقع على اللب إلى أدنى حد
يعتمد الحصول على المعالجة الحرارية المناسبة بشكل كبير على تحقيق التوازن بين مستويات الرطوبة ودرجة الحرارة. وبالنسبة لقشور الكاجو، فإن النطاق الأمثل يقع عند حوالي ١٢٠ إلى ١٣٥ درجة مئوية عندما تبقى نسبة المحتوى المائي بين ٨ و١٢ في المئة. ويُسهم ذلك في إضعاف القشور بحيث تنكسر بشكل أنظف أثناء المعالجة. فإذا انخفضت درجات الحرارة دون ١١٠ درجات مئوية، تصبح القشور صلبةً جدًّا وتزداد معدلات التكسُّر بنسبة تقارب ٤٠٪. أما تجاوز درجة الحرارة ١٤٠ درجة مئوية فيسبب مشكلات جسيمة، إذ تتفحم حبات الكاجو وتفقد قوامها بشكل دائم وفقًا لأحدث الدراسات الصادرة عن منظمة الأغذية والزراعة (FAO). وتعمل طريقة التسخين بالبخار أفضل من طرق التحميص الجاف لأنها تحافظ على سلامة الحبات دون أن تسمح لهروب الزيوت منها. وعندما يتحكم المصنِّعون في الغلاف الجوي أثناء التسخين، فإنهم يحافظون على المركبات القيِّمة مثل الفينولات ومضادات الأكسدة، وهي العناصر التي تتطلبها حبات الكاجو عالية الجودة. أما المنشآت الحديثة فهي تستخدم حاليًّا أجهزة استشعار رطوبة فورية لتجنب ظاهرة «التصلُّب السطحي»، تلك المشكلة المزعجة التي تجفُّ فيها الطبقة الخارجية بسرعة مفرطة بينما يتراكم البخار داخل القشرة، مما يؤدي إلى انفجار القشور وتحطُّم الحبات — وهو ما لا يريده أحد.
مزامنة عملية التحميص/البخار مع توقيت تقشير الحبوب لتقليل الكسر بعد المعالجة
إن إزالة هذه البذور بسرعة بعد المعالجة أمرٌ بالغ الأهمية. فعندما تنخفض درجة حرارتها إلى ما دون ٦٥ درجة مئوية، تصبح هشةً وتتفتت أثناء المناولة بنسبة تتراوح بين ٢٢٪ ونحو ٤٠٪ عند القيام بذلك يدويًّا. وهنا بالضبط تبرز كفاءة الأنظمة الآلية. إذ يمكن لهذه الآلات التحكم في كلٍّ من تطبيق الحرارة وعملية التكسير خلال نحو ٩٠ ثانية، مما يحافظ على مرونة البذور بحيث لا تتعرض سوى لنسبة تقارب ٩٪ للتفتت. ويشمل النظام بأكمله سلاسل ناقلة تُحرّك المواد خلال أقل من دقيقتين تمامًا، حتى في الأيام الحارة أو أثناء موسم الأمطار عندما تتقلب درجات الحرارة بشكل كبير، وذلك بفضل سخانات الأشعة تحت الحمراء المدمجة داخل النظام. وبالفعل، فإن هذا التوقيت الدقيق يوفِّر نحو ١٧٪ من تكاليف الطاقة مقارنةً بتقنيات المعالجة الدفعية القديمة. أما بالنسبة للعمليات الأصغر حجمًا، فقد ظهرت مؤخرًا غرف بخارية وحدوية مزوَّدة بموقِّتات مدمجة تُصدر صوتًا تنبيهيًّا عند انتهاء الوقت اللازم للانتقال إلى الخطوة التالية. وهذا يلغي الأخطاء المكلفة التي كان البشر يرتكبونها يدويًّا، والتي كانت تكلف القطاع أكثر من سبعمئة وأربعين ألف دولار أمريكي سنويًّا وفقًا لبحث نشره معهد بونيمون عام ٢٠٢٣.
آلات معالجة فول الصويا الآلية مقابل الأنظمة اليدوية: الإنتاجية، والدقة، والأثر الاقتصادي
مقارنة معدل التكسير: أقل من ٩٪ في الآلات المُعايرة بالذكاء الاصطناعي مقابل ٢٢–٣٨٪ في تقشير يدوي
آلات معالجة فول الصويا المدعومة بالذكاء الاصطناعي قادرة على الحفاظ على نسبة التكسير عند أقل من ٩٪، وهي نسبة تفوق ما يحققه العمل اليدوي بثلاث مرات، حيث تتراوح نسبة التلف في حبات الفول أثناء تقشيرها يدويًّا بين ٢٢٪ و٣٨٪ وفقًا لبيانات منظمة الأغذية والزراعة (الفاو) لعام ٢٠٢٣. وتؤدي هذه الآلات أداءً ممتازًا لأنها تعتمد على تقنية رؤية الحاسوب التي تُكيّف شدة القطع تبعًا لحجم كل حبة على حدة. وهذا يعني تقليل عدد القطع المكسورة، وعدم حدوث أي تباين ناتج عن الأخطاء البشرية. أما بالنسبة لمشغِّلي مصانع المعالجة، فإن كل نقطة مئوية تنخفض فيها نسبة التكسير تُسهم فعليًّا في تحقيق وفورات مالية، إذ تباع حبات الفول الكاملة بزيادة تتراوح بين ٢٠٪ و٣٠٪ مقارنةً بالقطع المكسورة في الأسواق الدولية. وبعيدًا عن مجرد الحفاظ على جودة الحبات السليمة، فإن هذه الآلات تؤدي المهام بوتيرة أسرع بكثير. فأنظمة التشغيل الآلي قادرة على معالجة ٥٠٠ كيلوجرام في الساعة مع اثنين فقط من العمال لمراقبتها، مقارنةً بالطرق اليدوية التي لا يستطيع فيها عامل واحد معالجة سوى ٥٠ كيلوجرامًا في يومٍ كامل. وهذا يؤدي إلى خفض تكاليف العمالة بنسبة تصل إلى ٦٠٪ في العمليات متوسطة الحجم. كما أن للطرق اليدوية مشكلة إضافية: فعندما يشعر العمال بالإرهاق بعد ساعات عمل طويلة، غالبًا ما ترتفع نسبة التكسير إلى أكثر من ٥٠٪. أما الآلات فلا تعرف الإرهاق، ولذلك تظل نسبة التكسير لديها ثابتةً دون تجاوز ٩٪ بغض النظر عن مدة التشغيل. وهذا يُحدث فرقًا جوهريًّا أمام الشركات التي تحتاج إلى الوفاء بطلبات كبيرة من حبات الفول من الدرجة الأولى عالية الجودة، وهو أمرٌ لا تستطيع معظم الطرق التقليدية تحقيقه.
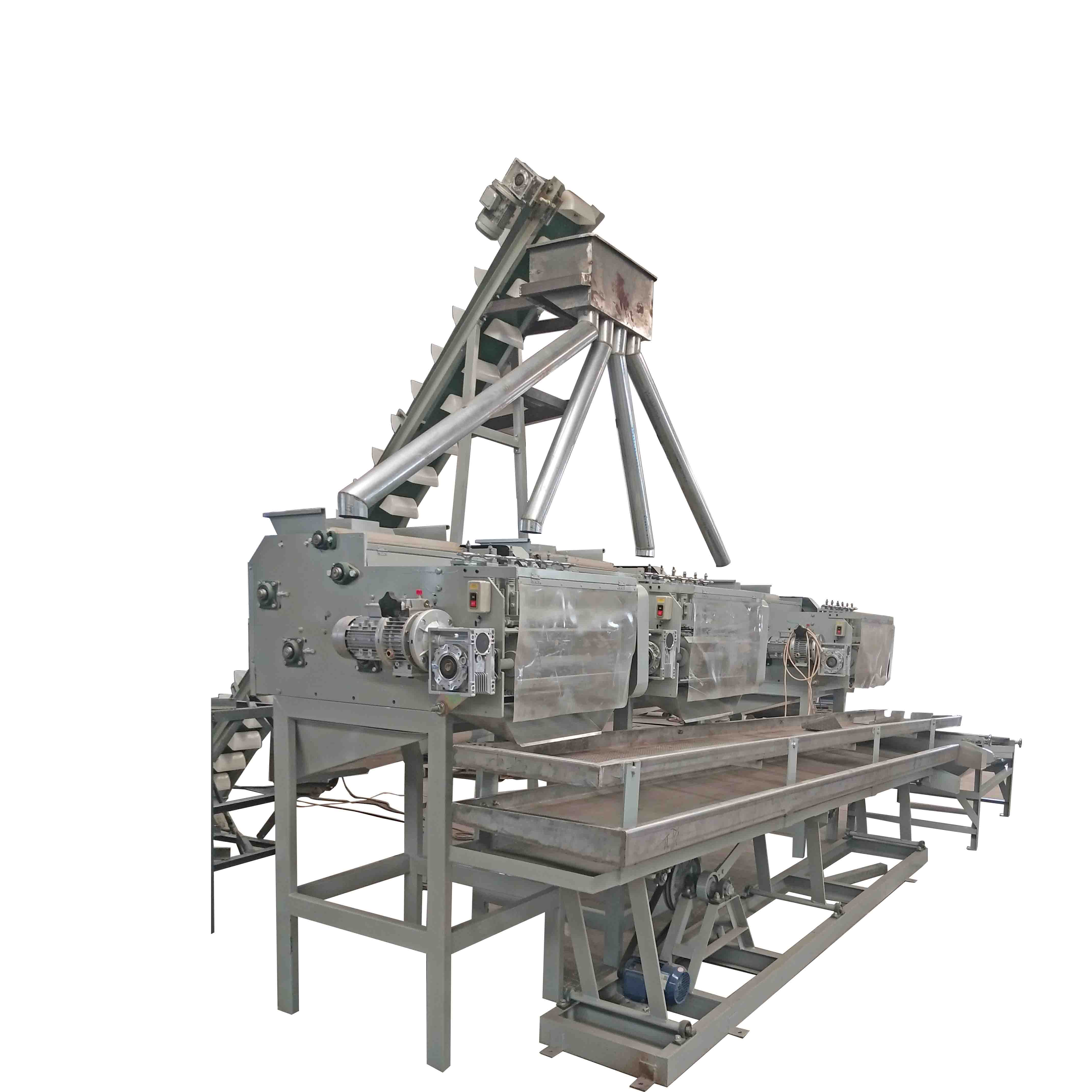
تصميم المصنع المتكامل: تخطيطات ماكينات معالجة فول الصويا المعيارية لتحسين كفاءة الخط
إن النهج المعياري في تصميم المنشآت يُغيّر طريقة معالجة فول الصويا، ويرجع ذلك أساسًا إلى تحسين سلاسل العمل وتخفيض الاختناقات المزعجة التي يكرهها الجميع. وعندما يقوم المصنّعون بتركيب معدات معالجة فول الصويا على هيئة وحدات قياسية يمكن تبديلها بسهولة، فإنهم يكتسبون مرونةً تسمح لهم بالتوسع السريع في عملياتهم أو التكيّف مع أحجام مختلفة من الفول حسب احتياجات السوق المتغيرة. وتُظهر التقارير الصناعية أن هذه التصاميم تقلل من جهد مناولة المواد بنسبة تتراوح بين ٣٠٪ و٤٠٪ مقارنةً بالمنشآت ذات التخطيط الثابت التقليدي. أما ما يميز هذه المنظومة حقًّا فهو القدرة الكبيرة على نقل هذه الوحدات بحرية داخل المساحة المخصصة للمنشأة، مما يفتح آفاقًا جديدة لم تُفكَّر فيها بعدُ في منشآت معالجة فول الصويا حول العالم.
- التكامل بالتدفق المستمر بين محطات تقشير الفول، وتقشير اللب، والفرز
- ترقية الطاقة الإنتاجية المستهدفة بدون إيقاف تشغيل الخط بالكامل
- سهولة الوصول للصيانة إلى مكونات الآلة الفردية
لقد لاحظ عمال المصنع تحسُّن أوقات التبديل بنسبة تتراوح بين ١٥٪ و٢٥٪ عندما يُجري هؤلاء العمال تعديلات على أنظمتهم الوحدوية لمعالجة الكاجو خلال المواسم الذروة. وعند ترتيب الآلات بشكل مناسب في مجموعات، فإن المصانع توفر فعليًّا قدرًا كبيرًا من الكهرباء، لأن الحاجة تقلُّ إلى تلك الحزام الناقلة الإضافية التي تعمل في جميع أنحاء المصنع. كما تُبنى المصانع الجديدة بسرعة أكبر بكثير — وبشكلٍ تقريبيٍّ نصف المدة مقارنةً بالطرق التقليدية. ويمكن أيضًا تحديث المرافق القديمة جزءًا جزءًا دون إيقاف الإنتاج تمامًا. وما يجعل هذه الطريقة ذات قيمةٍ كبيرةٍ هو قدرتها على التعامل مع التغيُّرات غير المتوقَّعة في اللوائح التنظيمية أو الانخفاضات المفاجئة في الطلب على منتجات الكاجو المُعيَّنة. وتتمكَّن المصانع التي تتبنَّى النهج الوحدوي من تحمُّل تقلبات القطاع الصناعي بشكل أفضل مقارنةً بتلك المصانع التي تلتزم بتصاميم ثابتة وجامدة.
أسئلة شائعة
ما هي الزاوية المثلى للشفرة في آلات معالجة الكاجو؟
وفقًا لأبحاث منظمة الأغذية والزراعة (الفاو)، فإن زاوية شفرة تبلغ ١٥ درجة فعّالة في تقليل خلط قطع القشر مع اللب.
لماذا تُنتج الأنظمة الآلية كميات أكبر من حبات اللب الكاملة مقارنةً بالعمليات اليدوية؟
يمكن للأنظمة الآلية ضبط مواضع الشفرات في الوقت الفعلي، مما يوفّر تحكّمًا دقيقًا ويقلل من تكسّر الحبات.
ما هي ظروف المعالجة الحرارية المثلى لجوز الكاجو؟
درجة الحرارة المثلى تتراوح بين ١٢٠ و١٣٥ درجة مئوية، ومحتوى الرطوبة بين ٨ و١٢ بالمئة.
كيف تستفيد مصانع جوز الكاجو من التصاميم الوحدية (المودولارية) في المعالجة؟
تحسّن التصاميم الوحدية كفاءة سير العمل، وتقلل الاختناقات المرورية في خطوط الإنتاج، وتوفر مرونةً في عمليات رفع الطاقة الإنتاجية وتعديل التخطيط.
جدول المحتويات
- المعايرة الدقيقة لآلات معالجة فول الصويا لاستعادة أقصى قدر ممكن من اللب
- تحسين معالجة الحرارة لتخفيف قوة القشور دون المساس بسلامة اللب
- آلات معالجة فول الصويا الآلية مقابل الأنظمة اليدوية: الإنتاجية، والدقة، والأثر الاقتصادي
- تصميم المصنع المتكامل: تخطيطات ماكينات معالجة فول الصويا المعيارية لتحسين كفاءة الخط
- أسئلة شائعة