
अधिकतम कर्नल पुनर्प्राप्ति के लिए काजू नट प्रसंस्करण मशीनों का सटीक कैलिब्रेशन
ब्लेड ज्यामिति, गैप सेटिंग्स और वास्तविक समय में समायोजन कर्नल उत्पादन को कैसे प्रभावित करते हैं
ब्लेड्स का आकार और उनके बीच छोड़ी गई जगह की मात्रा वास्तव में प्रसंस्करण के दौरान प्राप्त किए जाने वाले काजू के दानों (कर्नल्स) की संख्या को प्रभावित करती है। एफएओ के पिछले वर्ष के शोध के अनुसार, 15 डिग्री के कोण पर सेट किए गए ब्लेड्स वाली मशीनें, 30 डिग्री के कोण वाले पुराने मॉडलों की तुलना में, खोल के टुकड़ों के कर्नल्स में मिलने को लगभग 40 प्रतिशत तक कम कर देती हैं। नवीनतम उपकरणों में ऐसी प्रणालियाँ भी शामिल हैं जो विभिन्न आकार के नट्स के पारगमन के अनुसार अंतराल को स्वचालित रूप से समायोजित करती हैं। इन सेटिंग्स को सही ढंग से करना महत्वपूर्ण है, क्योंकि यदि लागू दबाव पर्याप्त नहीं है, तो लगभग 12% कर्नल्स अपने खोल के अंदर ही फँसे रह जाते हैं। लेकिन अत्यधिक बल लगाने से कर्नल्स पूरी तरह से टूट जाएँगे। नवीनतम प्रौद्योगिकी में ऑप्टिकल सेंसर शामिल हैं, जो ब्लेड की स्थिति को माइक्रॉन तक सटीकता से समायोजित कर सकते हैं, जिसका अर्थ है कि स्वचालित प्रणालियों का उपयोग करने वाले कारखानों में आमतौर पर 91% पूर्ण कर्नल्स की प्राप्ति होती है। यह पुरानी स्थिर अंतराल वाली मशीनों की तुलना में काफी बेहतर है, जिनका उत्पादन लगभग 78% तक ही सीमित रहता है।
कैलिब्रेशन के सौदेबाजी: छोटे पैमाने के संचालन में अति-शेलिंग और अल्प-शेलिंग दोनों से बचना
छोटे प्रोसेसर्स के सामने विशिष्ट कैलिब्रेशन चुनौतियाँ आती हैं: समान औद्योगिक-गुणवत्ता वाले अखरोटों के लिए अनुकूलित उच्च-उत्पादन सेटिंग्स अक्सर अनियमित कटाई को चूर-चूर कर देती हैं। बैचों के बीच मैनुअल पुनः कैलिब्रेशन करने से उत्पादन दर 35% कम हो जाती है, जबकि इसे छोड़ने पर टूटने की दर 22–38% तक बढ़ जाती है। मॉड्यूलर काजू प्रोसेसिंग प्लांट मशीनरी इस समस्या का समाधान निम्नलिखित तरीकों से करती है:
- पूर्व-निर्धारित कॉन्फ़िगरेशन सामान्य क्षेत्रीय अखरोट प्रोफाइल के लिए (जैसे, पश्चिम अफ्रीकी बनाम वियतनामी किस्में)
- त्वरित-मुक्त ब्लेड हाउसिंग जो 10 मिनट से कम के समय में बदलाव की अनुमति देती है
-
अर्ध-स्वचालित टेंशनर जो घिसावट के बावजूद आदर्श दबाव को बनाए रखते हैं
यह 9% से कम टुकड़ों की दर को बनाए रखते हुए 85%+ संचालन अपटाइम को सुनिश्चित करता है—जो साबित करता है कि लीन ऑपरेशन्स को सटीकता के बलिदान की आवश्यकता नहीं होती है।
शेल को कमजोर करने के लिए ऊष्मा उपचार का अनुकूलन, बिना कर्नल की अखंडता को समाप्त किए
प्रभावी शेल क्रैकिंग और न्यूनतम कर्नल क्षति के लिए आर्द्रता-तापमान दहलीज़
सही ऊष्मा उपचार प्राप्त करना आर्द्रता स्तर और तापमान के बीच संतुलन पर काफी हद तक निर्भर करता है। काजू के छिलकों के लिए, जब आर्द्रता सामग्री 8 से 12 प्रतिशत के बीच बनी रहती है, तो यह सुनहरा बिंदु लगभग 120 से 135 डिग्री सेल्सियस के आसपास प्रतीत होता है। इससे छिलकों की कमजोरी आती है, जिससे प्रसंस्करण के दौरान वे अधिक साफ-सुथरे ढंग से फटते हैं। यदि तापमान 110 डिग्री सेल्सियस से नीचे गिर जाता है, तो छिलके बहुत कठोर हो जाते हैं और टूटने की दर लगभग 40% बढ़ जाती है। हालाँकि, 140 डिग्री सेल्सियस से अधिक तापमान गंभीर समस्याएँ पैदा करता है, क्योंकि हाल ही में खाद्य और कृषि संगठन (FAO) के अध्ययनों के अनुसार, इससे काजू के दाने जल जाते हैं और उनका बनावट स्थायी रूप से नष्ट हो जाता है। शुष्क भुनने की विधियों की तुलना में भाप द्वारा तापन अधिक प्रभावी है, क्योंकि यह तेल के बाहर निकलने के बिना दानों को अक्षुण्ण बनाए रखता है। जब निर्माता तापन के दौरान वातावरण पर नियंत्रण रखते हैं, तो वे फेनोलिक्स और एंटीऑक्सीडेंट जैसे मूल्यवान यौगिकों को संरक्षित करते हैं, जो प्रीमियम गुणवत्ता वाले काजू के लिए आवश्यक होते हैं। आधुनिक सुविधाएँ अब केस हार्डनिंग (घटना जिसमें बाहरी परत बहुत तेज़ी से सूख जाती है जबकि अंदर भाप एकत्रित हो जाती है) से बचने के लिए वास्तविक समय में आर्द्रता सेंसर का उपयोग करती हैं। इससे विस्फोटक छिलका फटना और चूर-चूर हुए दाने होते हैं, जिन्हें कोई भी नहीं चाहता है।
पोस्ट-ट्रीटमेंट भंगुरता को कम करने के लिए रोस्टिंग/स्टीमिंग को शेलिंग के समय के साथ सिंक्रोनाइज़ करना
उपचार के बाद उन दानों को त्वरित रूप से निकालना बहुत महत्वपूर्ण है। जब वे 65 डिग्री सेल्सियस से नीचे ठंडे हो जाते हैं, तो वे भंगुर होने लगते हैं और हैंडलिंग के दौरान 22 से लेकर लगभग 40 प्रतिशत तक टूटने लगते हैं, जो मैनुअल रूप से किया जाता है। यहीं पर स्वचालित प्रणालियाँ अपनी कार्यक्षमता का प्रदर्शन करती हैं। ये मशीनें लगभग 90 सेकंड के भीतर ऊष्मा आपूर्ति और दानों को फोड़ने की प्रक्रिया दोनों को नियंत्रित कर सकती हैं, जिससे दाने पर्याप्त लचीले बने रहते हैं और केवल लगभग 9% ही टूटते हैं। पूरी व्यवस्था में कन्वेयर बेल्ट शामिल हैं, जो चीजों को दो मिनट से भी कम समय में आगे बढ़ा देती हैं, भले ही गर्म दिनों या मानसून के दौरान तापमान अत्यधिक उतार-चढ़ाव के कारण बदल रहा हो, क्योंकि इनमें विशेष अवरक्त हीटर सीधे अंतर्निर्मित हैं। यह सारी सावधानीपूर्ण समयबद्धता वास्तव में पुरानी बैच प्रोसेसिंग तकनीकों की तुलना में ऊर्जा लागत में लगभग 17% की बचत करती है। छोटे संचालनों के लिए अब ऐसे मॉड्यूलर भाप कक्ष उपलब्ध हैं, जिनमें अंतर्निर्मित टाइमर हैं जो चरणों को बदलने के समय बीप करते हैं। इससे उन महंगी गलतियों को समाप्त कर दिया जाता है जो पहले मैनुअल रूप से की जाती थीं, जिनके कारण उद्योग को पोनेमन द्वारा 2023 में प्रकाशित शोध के अनुसार प्रति वर्ष सात लाख चालीस हज़ार डॉलर से अधिक की हानि हो रही थी।
स्वचालित काजू नट प्रोसेसिंग मशीनें बनाम मैनुअल प्रणालियाँ: उत्पादन क्षमता, सटीकता और आर्थिक प्रभाव
टूटने की दर की तुलना: एआई-कैलिब्रेटेड मशीनों में <9% बनाम मैनुअल शेलिंग में 22–38%
काजू के नट्स की प्रसंस्करण मशीनें, जो कृत्रिम बुद्धिमत्ता (AI) द्वारा संचालित होती हैं, टूटने की दर को 9% से कम बनाए रख सकती हैं—जो कि फाओ (FAO) के 2023 के आँकड़ों के अनुसार, मानव द्वारा हाथ से छीलने की तुलना में तीन गुना बेहतर है, जहाँ छीलने के दौरान लगभग 22 से 38% नट्स क्षतिग्रस्त हो जाते हैं। ये मशीनें इतनी अच्छी तरह काम करती हैं क्योंकि वे कंप्यूटर विज़न तकनीक का उपयोग करती हैं, जो प्रत्येक व्यक्तिगत नट के आकार के आधार पर काटने की तीव्रता को समायोजित करती है। इसका अर्थ है कि कम टूटे हुए टुकड़े और मानव त्रुटि के कारण उत्पन्न होने वाले किसी भी असंगतता का अभाव। प्रसंस्करण संयंत्रों के संचालकों के लिए, टूटने की दर में प्रत्येक एक अंक की कमी वास्तव में लागत बचत का कारण बनती है, क्योंकि अंतर्राष्ट्रीय बाज़ारों में पूर्ण काजू की कीमत टूटे हुए टुकड़ों की तुलना में 20 से 30% अधिक होती है। केवल अच्छे नट्स की बचत के अतिरिक्त, ये मशीनें कार्य को कहीं अधिक तीव्र गति से भी संभालती हैं। स्वचालित प्रणालियाँ केवल दो कार्यकर्ताओं की निगरानी के साथ प्रति घंटा 500 किलोग्राम का प्रसंस्करण कर सकती हैं, जबकि हाथ से किए गए तरीकों में एक व्यक्ति पूरे दिन में केवल 50 किलोग्राम का प्रबंधन कर पाता है। इससे मध्यम आकार के संचालनों में श्रम लागत लगभग 60% तक कम हो जाती है। हाथ से किए गए तरीकों की एक अन्य समस्या यह भी है कि लंबे समय तक काम करने के बाद जब कार्यकर्ता थक जाते हैं, तो टूटने की दर अक्सर 50% से अधिक हो जाती है। लेकिन मशीनें कभी थकती नहीं हैं, अतः वे चाहे कितनी भी लंबी अवधि तक चलें, टूटने की दर को लगातार 9% से कम बनाए रखती हैं। यह उन कंपनियों के लिए सबसे बड़ा अंतर बनाता है जिन्हें शीर्ष गुणवत्ता वाले ग्रेड-ए के कर्नल के बड़े ऑर्डर को पूरा करने की आवश्यकता होती है—जिसे अधिकांश पारंपरिक विधियाँ सरलता से पूरा नहीं कर पाती हैं।
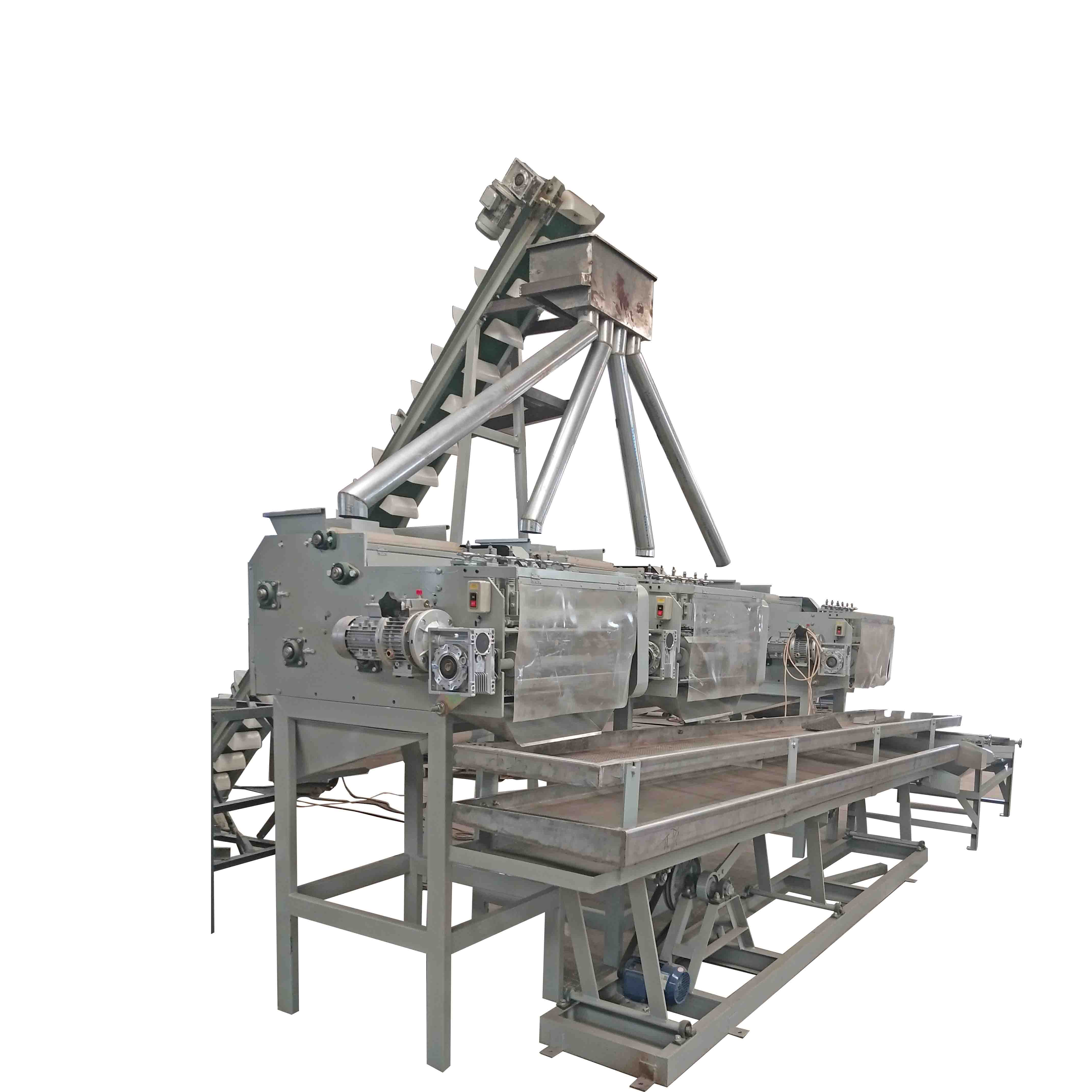
एकीकृत संयंत्र डिज़ाइन: लाइन दक्षता के लिए मॉड्यूलर काजू नट प्रसंस्करण मशीन लेआउट
संयंत्र डिज़ाइन के लिए मॉड्यूलर दृष्टिकोण काजू नट्स के प्रसंस्करण के तरीके को बदल रहा है, मुख्य रूप से इसलिए क्योंकि यह कार्य प्रवाह को अधिक सुगलाई बनाता है और उन छोटी-छोटी रुकावटों को कम करता है जिन्हें सभी लोग नापसंद करते हैं। जब निर्माता अपने काजू प्रसंस्करण उपकरणों को मानक मॉड्यूल के रूप में स्थापित करते हैं जिन्हें आसानी से एक-दूसरे के साथ बदला जा सकता है, तो वे अपने संचालन को त्वरित रूप से विस्तारित करने या बाज़ार की आवश्यकताओं के अनुसार विभिन्न आकार के काजू के लिए समायोजित करने की लचीलापन प्राप्त करते हैं। उद्योग की रिपोर्टों के अनुसार, ऐसे सेटअप से पारंपरिक स्थिर लेआउट वाले संयंत्रों की तुलना में सामग्री हैंडलिंग कार्य में 30 से 40 प्रतिशत तक की कमी आती है। हालाँकि, इस प्रणाली की सबसे उल्लेखनीय विशेषता यह है कि ये मॉड्यूल सुविधा के भीतर स्थान पर बिल्कुल स्वतंत्र रूप से स्थानांतरित किए जा सकते हैं, जिससे काजू प्रसंस्करण संयंत्रों में विश्व स्तर पर अभी तक सोचे नहीं गए संभावनाओं का उद्घाटन होता है।
- निरंतर प्रवाह एकीकरण शेलिंग, पीलिंग और ग्रेडिंग स्टेशनों के बीच
- लक्षित क्षमता अपग्रेड पूर्ण-लाइन शटडाउन के बिना
- सरलीकृत रखरखाव पहुंच व्यक्तिगत मशीन घटकों तक
कारखाने के श्रमिकों ने देखा है कि चुनिंदा मॉड्यूलर काजू प्रसंस्करण सेटअप को चुनौतीपूर्ण मौसम के दौरान समायोजित करने पर परिवर्तन समय में 15 से 25 प्रतिशत के बीच सुधार होता है। जब मशीनों को सही ढंग से क्लस्टर में व्यवस्थित किया जाता है, तो कारखाने वास्तव में बिजली पर काफी बचत करते हैं, क्योंकि इन अतिरिक्त कन्वेयर बेल्ट्स को यहाँ-वहाँ चलाने की आवश्यकता कम हो जाती है। नए संयंत्र भी पारंपरिक विधियों की तुलना में लगभग आधे समय में निर्मित किए जाते हैं। पुरानी सुविधाएँ उत्पादन को पूरी तरह से बंद किए बिना एक-एक करके अपग्रेड कर सकती हैं। इस दृष्टिकोण की मूल्यवानता इसमें निहित है कि यह नियमों में अप्रत्याशित परिवर्तनों या कुछ काजू उत्पादों के लिए मांग में अचानक गिरावट को कैसे संभालता है। मॉड्यूलरिटी को अपनाने वाले संयंत्र उन संयंत्रों की तुलना में उद्योग के उतार-चढ़ाव को बेहतर ढंग से सामना करते हैं जिनकी स्थिर और दृढ़ व्यवस्था होती है।
पूछे जाने वाले प्रश्न
काजू प्रसंस्करण मशीनों के लिए एक अच्छा ब्लेड कोण क्या है?
FAO के शोध के अनुसार, 15 डिग्री का ब्लेड कोण केल्स (शेल) के टुकड़ों के कर्नल्स में मिलने को कम करने में प्रभावी है।
स्वचालित प्रणालियाँ मैनुअल प्रक्रियाओं की तुलना में अधिक पूर्ण कर्नल्स क्यों उत्पन्न करती हैं?
स्वचालित प्रणालियाँ ब्लेड की स्थिति को वास्तविक समय में समायोजित कर सकती हैं, जिससे सटीक नियंत्रण सुनिश्चित होता है और कर्नल्स के टूटने की संभावना कम हो जाती है।
काजू के लिए आदर्श ऊष्मा उपचार की स्थितियाँ क्या हैं?
आदर्श तापमान 120 से 135 डिग्री सेल्सियस के बीच है तथा आर्द्रता सामग्री 8 से 12 प्रतिशत के बीच है।
मॉड्यूलर प्रसंस्करण डिज़ाइन काजू नट संयंत्रों को कैसे लाभ प्रदान करते हैं?
मॉड्यूलर डिज़ाइन कार्य प्रवाह की दक्षता में सुधार करते हैं, बोटलनेक्स को कम करते हैं और क्षमता अपग्रेड तथा लेआउट समायोजन के लिए लचीलापन प्रदान करते हैं।
सामग्री की तालिका
- अधिकतम कर्नल पुनर्प्राप्ति के लिए काजू नट प्रसंस्करण मशीनों का सटीक कैलिब्रेशन
- शेल को कमजोर करने के लिए ऊष्मा उपचार का अनुकूलन, बिना कर्नल की अखंडता को समाप्त किए
- स्वचालित काजू नट प्रोसेसिंग मशीनें बनाम मैनुअल प्रणालियाँ: उत्पादन क्षमता, सटीकता और आर्थिक प्रभाव
- एकीकृत संयंत्र डिज़ाइन: लाइन दक्षता के लिए मॉड्यूलर काजू नट प्रसंस्करण मशीन लेआउट
- पूछे जाने वाले प्रश्न