



Sistema Comercial de Concentração | Multi-Efeito Evaporador, Equipamento para Concentração de Líquidos
Unidade de Concentração de Alta Eficiência | Evaporador Industrial a Vácuo para Processamento de Líquidos
- Visão Geral
- Vantagens do Produto
- Cenários de Aplicação
- Parâmetros Técnicos
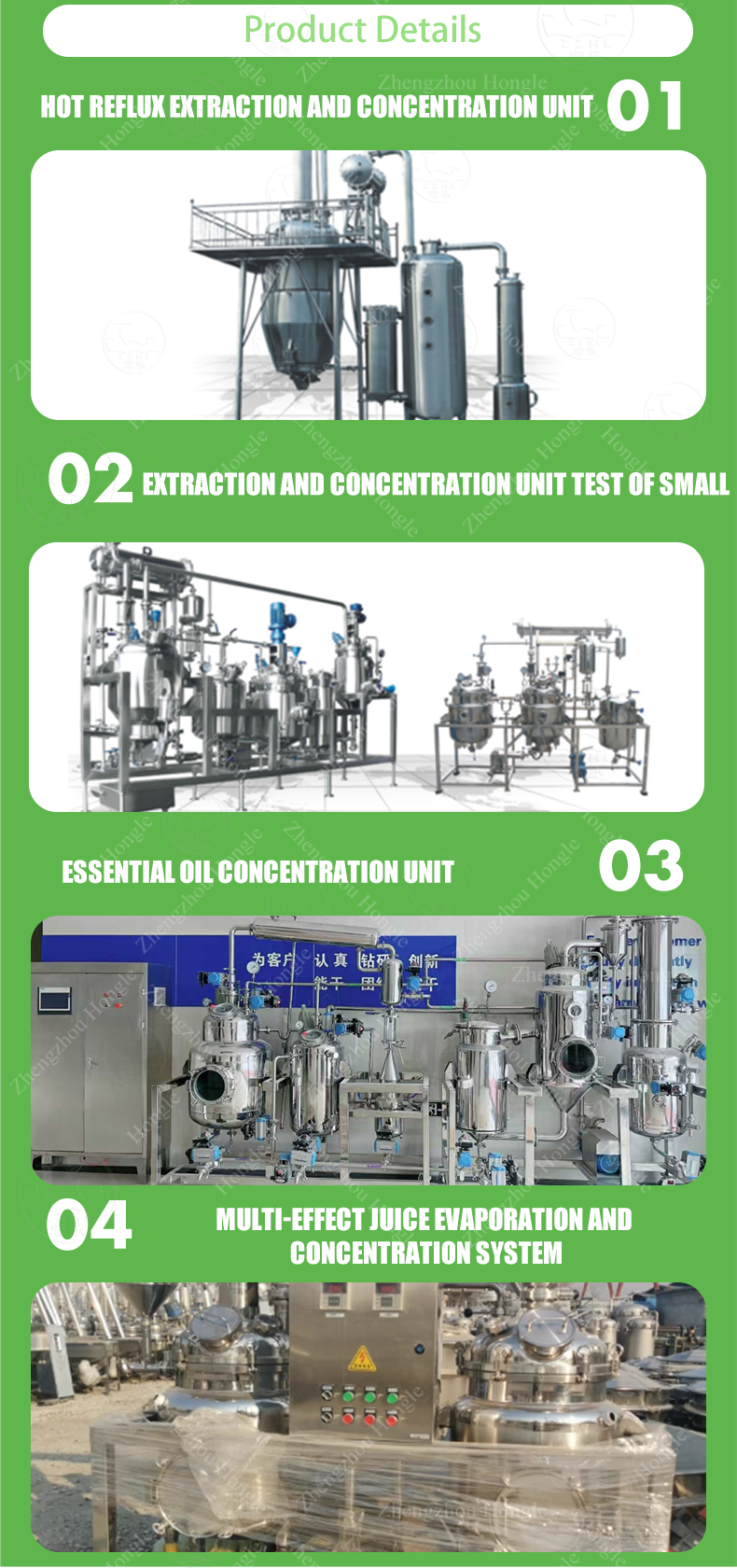
- Informações detalhadas
- Produtos Recomendados
Sistema Comercial de Concentração | Multi-Efeito Evaporador, Equipamento para Concentração de Líquidos

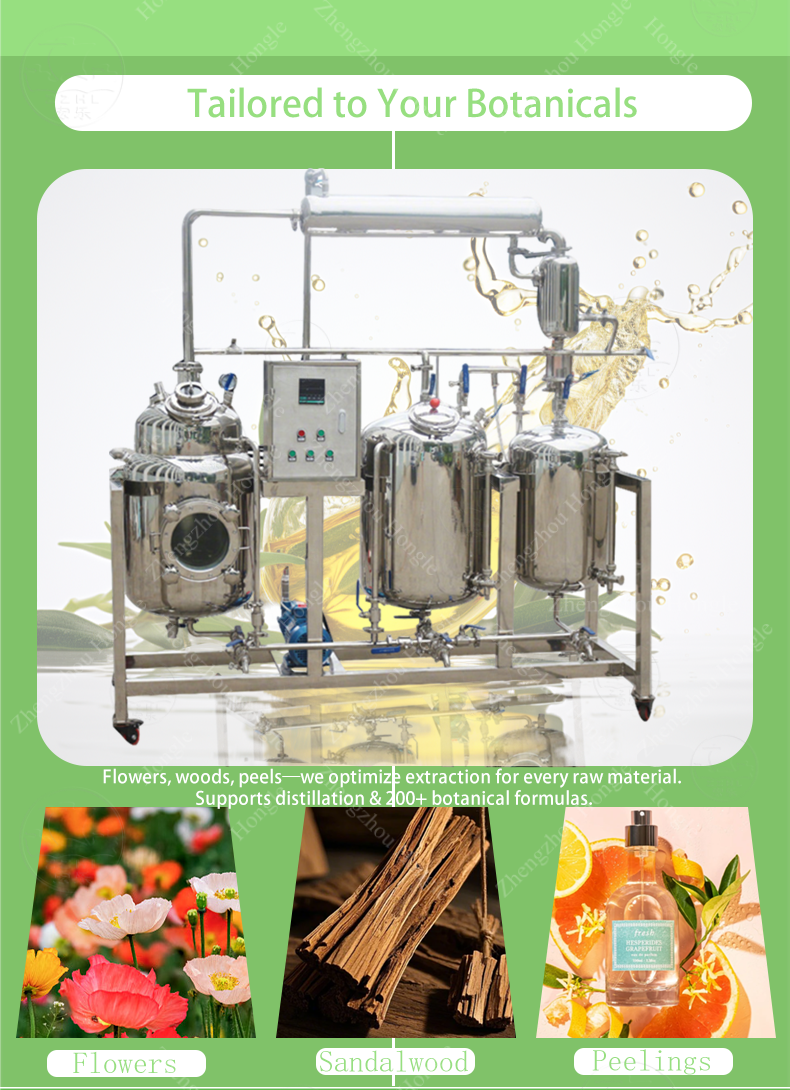
A Unidade de Concentração é um equipamento industrial especializado projetado para reduzir o volume de líquidos evaporando a umidade, ideal para concentrar soluções como sucos, extratos herbais e líquidos alimentares. Normalmente utiliza tecnologia de evaporação a vácuo para reduzir os pontos de ebulição (40-80 °C), preservando componentes sensíveis ao calor enquanto acelera a remoção da umidade. Fabricada em aço inoxidável grau alimentício (304/316), a unidade possui câmara de aquecimento, condensador e sistema de vácuo, garantindo higiene e resistência à corrosão. Com ajustes de temperatura e pressão de vácuo, adapta-se a diversas viscosidades de líquidos, sendo amplamente utilizada nas indústrias de processamento de alimentos, produção de bebidas e extratos herbais.
Vantagens do Produto
Concentração Eficiente: A evaporação a vácuo reduz a temperatura de ebulição, acelerando a remoção de umidade enquanto economiza energia (30% mais eficiente do que a evaporação atmosférica).
Preservação de Componentes: A operação em baixa temperatura protege ingredientes sensíveis ao calor (por exemplo, vitaminas, aromas) em líquidos alimentares ou herbais.
Design Higiênico: Construção em aço inoxidável de grau alimentício (304/316) impede a contaminação; estrutura de fácil limpeza atende aos padrões FDA/CE.
Operação Flexível: A pressão e a temperatura do vácuo são ajustáveis, adaptando-se a diversos líquidos, desde sucos finos até extratos herbais espessos.
Capacidade Escalável: Disponível em modelos contínuos ou por lotes (50-5000L/h), adequado para pequenas oficinas até grandes fábricas.
Economia de energia: Projetos de múltiplos efeitos reaproveitam o calor latente, reduzindo o consumo de energia em 40-60% comparado a unidades de efeito único.
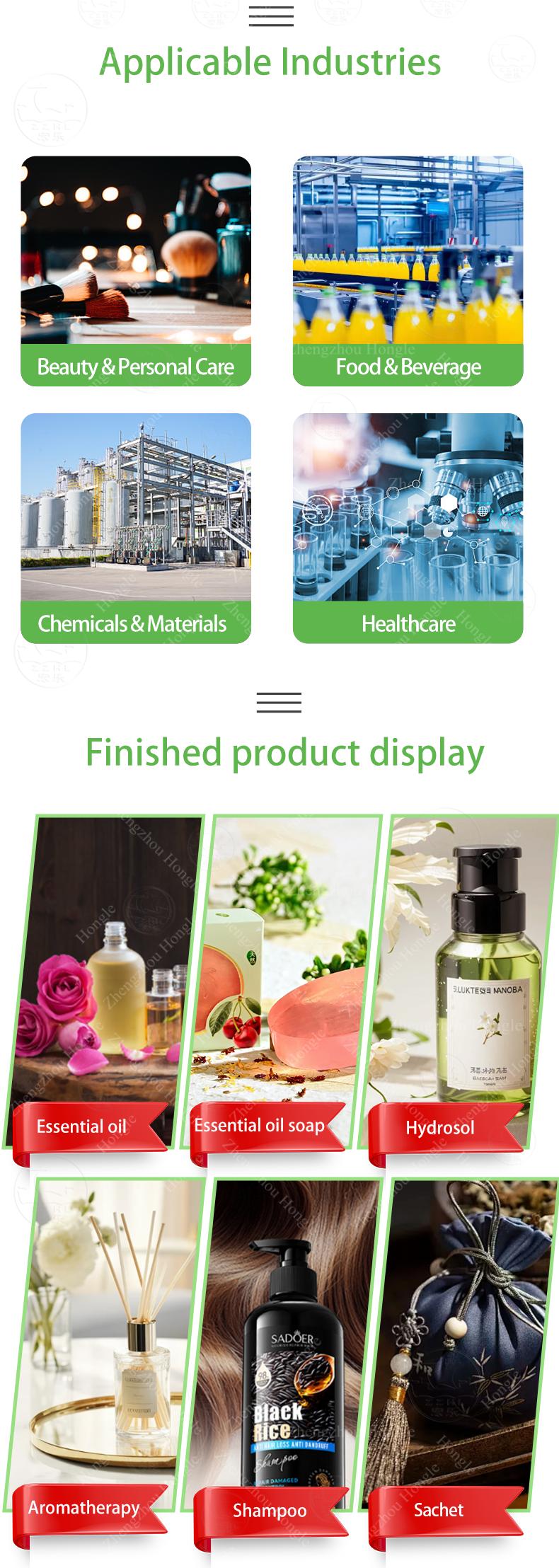
Cenários de Aplicação
Indústria de alimentos e bebidas: Concentração de sucos de frutas, xaropes e líquidos lácteos para intensificar o sabor e reduzir custos de armazenamento/transporte.
Processamento Herbal e de Plantas: Concentração de extratos herbais, sucos vegetais e pigmentos naturais para ingredientes de suplementos ou cosméticos.
Produção de Condimentos: Engrossamento de molhos, pastas e temperos (por exemplo, pasta de tomate, molho de soja) para alcançar a viscosidade desejada.
Fabricação de Bebidas: Concentração de chá, café e bebidas funcionais para criar concentrados destinados à posterior diluição.
Biotecnologia: Concentração de soluções e extratos biológicos em um ambiente controlado e de baixa temperatura para preservar a atividade.
Parâmetros Técnicos
| Taxa de evaporação de água | ≥2340kg/h |
| Taxa de avanço | 2500Kg/h |
| Temperatura da alimentação | 25℃ |
| Teor de açúcar da alimentação | 4 Brix |
| Vazão de descarga | 167kg/h |
| Teor de açúcar na descarga | 60Brix |
| Temperatura de descarga | 30℃ |
| Consumo de vapor | 1000kg/h |
| Volume de água circulante | 30㎡/h(25℃-40℃) |
| Capacidade instalada | 25KW |
| Temperatura de evaporação | |
| Temperatura do primeiro estágio | 72~75℃ |
| Temperatura do segundo estágio | 59~62℃ |
| Temperatura da Terceira Fase | 46~49℃ |
Informações detalhadas