



Sistema di Concentrazione Commerciale | Evaporatore Multiplo, Attrezzatura per la Concentrazione di Liquidi
Unità di Concentrazione ad Alta Efficienza | Evaporatore Industriale a Vuoto per il Trattamento di Liquidi
- Panoramica
- Vantaggi del prodotto
- Scenari applicativi
- Parametri tecnici
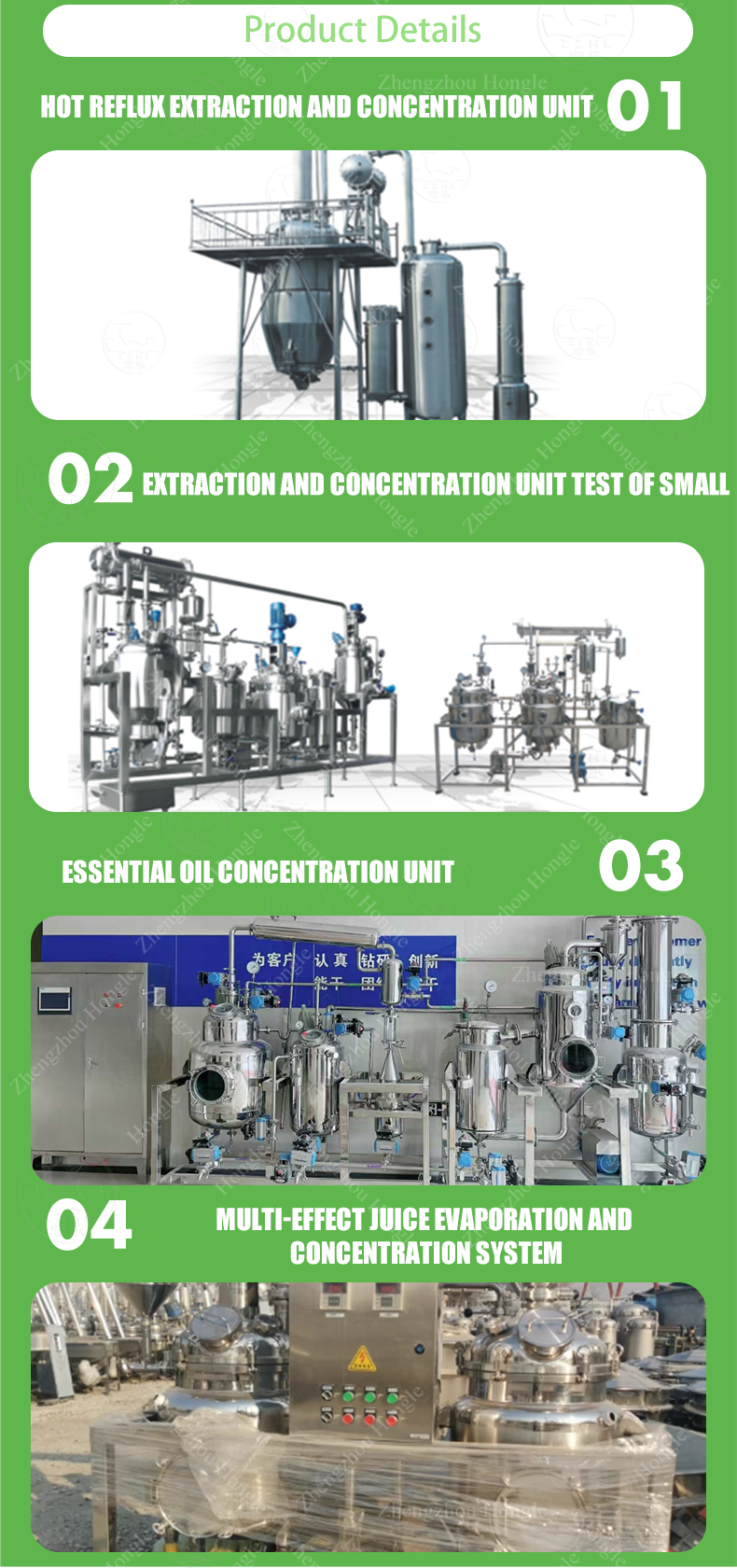
- Informazioni dettagliate
- Prodotti consigliati
Sistema di Concentrazione Commerciale | Evaporatore Multiplo, Attrezzatura per la Concentrazione di Liquidi

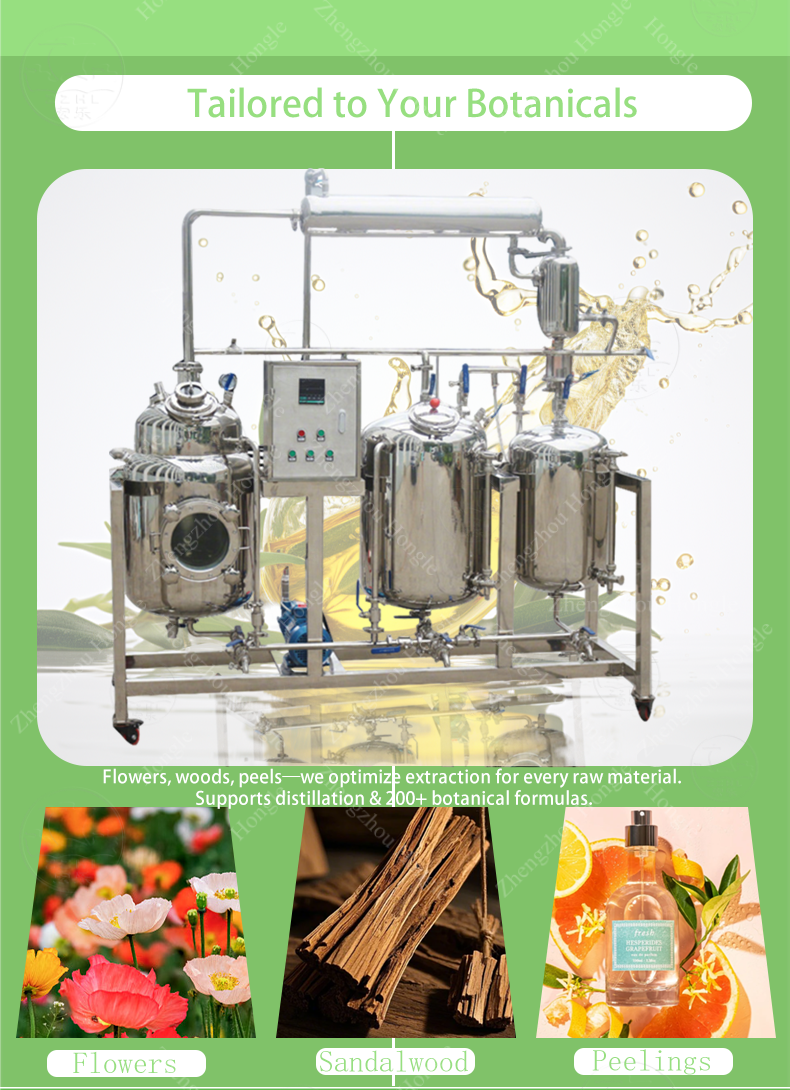
L'Unità di Concentrazione è un'attrezzatura industriale specializzata progettata per ridurre il volume dei liquidi evaporando l'umidità, ideale per concentrare soluzioni come succhi, estratti erbali e liquidi alimentari. Utilizza tipicamente la tecnologia di evaporazione sotto vuoto per abbassare i punti di ebollizione (40-80℃), preservando componenti sensibili al calore mentre accelera l'eliminazione dell'umidità. Realizzata in acciaio inossidabile alimentare (304/316), l'unità include una camera di riscaldamento, un condensatore e un sistema a vuoto, garantendo igiene e resistenza alla corrosione. Con regolazioni di temperatura e pressione a vuoto regolabili, si adatta a varie viscosità dei liquidi, rendendola ampiamente utilizzata nell'industria alimentare, nella produzione di bevande e negli estratti erbali.
Vantaggi del prodotto
Concentrazione Efficienta: L'evaporazione sotto vuoto riduce la temperatura di ebollizione, accelerando la rimozione dell'umidità e risparmiando energia (30% più efficiente rispetto all'evaporazione atmosferica).
Conservazione dei componenti: Il funzionamento a bassa temperatura protegge gli ingredienti sensibili al calore (ad esempio vitamine, aromi) in alimenti o estratti vegetali.
Design Igiene: Costruzione in acciaio inox alimentare (304/316) previene la contaminazione; struttura di facile pulizia conforme agli standard FDA/CE.
Funzionamento flessibile: Pressione e temperatura del vuoto regolabili si adattano a liquidi diversificati, da succhi leggeri a estratti vegetali densi.
Capacità Scalabile: Disponibile in modelli discontinui o continui (50-5000L/h), adatto da piccole officine a grandi fabbriche.
Risparmio energetico: Progetti multistadio riutilizzano il calore latente, riducendo il consumo energetico del 40-60% rispetto a unità monostadio.
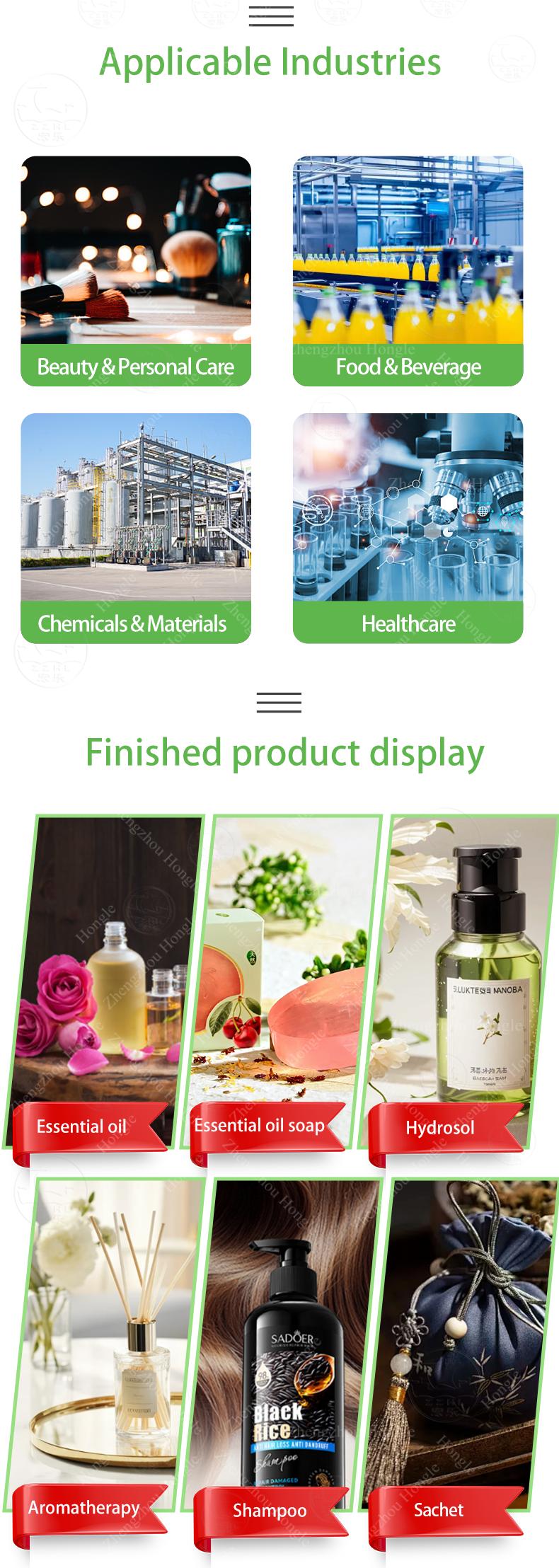
Scenari applicativi
Industria Alimentare e Bevande: Concentrazione di succhi di frutta, sciroppi e liquidi lattiero-caseari per migliorare il sapore e ridurre i costi di stoccaggio/trasporto.
Processo Erboristico & Vegetale: Concentrazione di estratti vegetali, succhi di piante e pigmenti naturali per integratori o ingredienti cosmetici.
Produzione di condimenti: Addensare salse, paste e condimenti (ad esempio, concentrato di pomodoro, salsa di soia) per raggiungere la viscosità desiderata.
Produzione di bevande: Concentrare tè, caffè e bevande funzionali per creare concentrati da diluire successivamente.
Biotecnologia: Concentrare soluzioni ed estratti biologici in un ambiente controllato a bassa temperatura per preservarne l'attività.
Parametri tecnici
| Tasso di evaporazione dell'acqua | ≥2340kg/h |
| Velocità di avanzamento | 2500Kg/h |
| Temperatura dell'alimentazione | 25℃ |
| Contenuto di zucchero dell'alimentazione | 4 Brix |
| Portata di scarico | 167kg/h |
| Contenuto di zucchero in scarico | 60Brix |
| Temperatura di scarico | 30℃ |
| Consumo di vapore | 1000kg/h |
| Volume d'acqua circolante | 30㎡/h(25℃-40℃) |
| Capacità installata | 25KW |
| Temperatura di evaporazione | |
| Temperatura del primo stadio | 72~75℃ |
| Temperatura del secondo stadio | 59~62℃ |
| Temperatura del terzo stadio | 46~49℃ |
Informazioni dettagliate